


Металлический сайдинг купить в Москве
Металлический сайдинг: прочный и универсальный выбор для вашего дома Сайдинг купить в москве от производителя приобрел огромную популярность в последние годы благодаря своей исключительной долговечности, низким требованиям к уходу и…
Полный комплекс инжиниринговых услуг в строительстве
Инженерные службы, такие как https://abin.ru/ играют решающую роль в строительной отрасли, поскольку они отвечают за проектирование, планирование и контроль строительства различных сооружений. Эти услуги гарантируют, что здания безопасны, функциональны и…
Мебель в кабинет руководителя
Качественная и удобная офисная мебель необходима для создания продуктивной и эффективной рабочей среды. Сотрудники проводят значительное количество времени за своими столами, поэтому важно инвестировать в мебель, которая обеспечивает комфорт и…
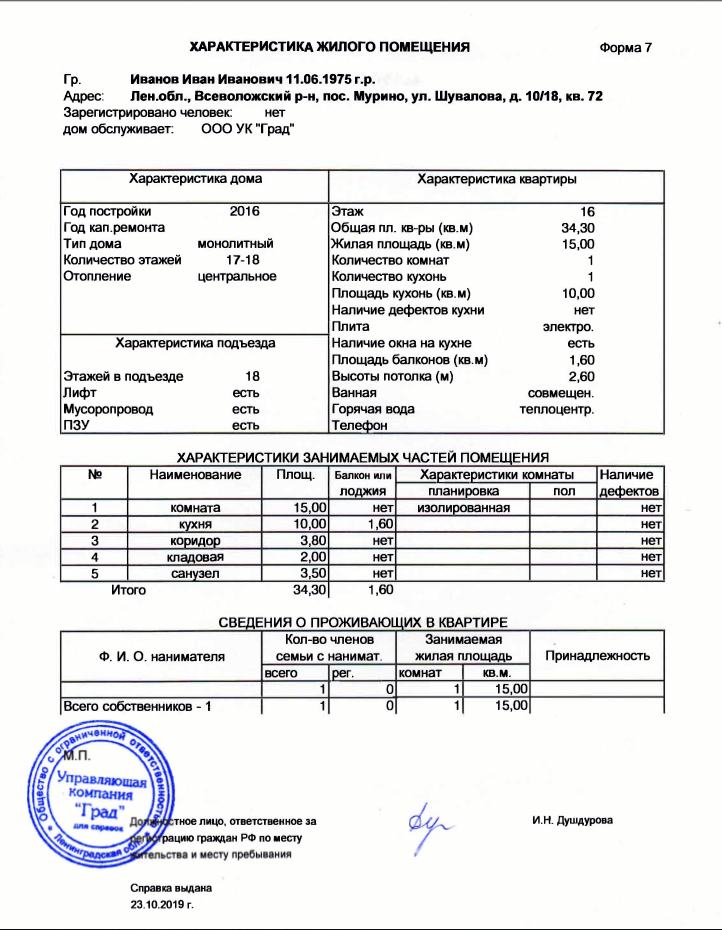
Оценка квартиры для сбербанка
Оценка квартиры является важным шагом в процессе покупки жилья, поскольку она определяет стоимость недвижимости и помогает покупателям и кредиторам принимать обоснованные решения. Сбербанк, одно из крупнейших финансовых учреждений России, предлагает…
Особенности игры на классической гитаре
Игра на классической гитаре — это полезный и обогащающий опыт, предлагающий уникальный набор функций и преимуществ. От сложной техники игры пальцами до насыщенных теплых тонов, воспроизводимых нейлоновыми струнами, в этом…
Профнастил для крыши от производителя
Гофрированная кровля является популярным выбором среди домовладельцев и предприятий по нескольким причинам. Одним из главных преимуществ гофрированной кровли является ее долговечность. Гофрированная кровля, изготовленная из оцинкованной стали, алюминия или других…
Подбор специалистов в it сфере
Выбор правильных специалистов в сфере ИТ имеет решающее значение для успеха любой организации. В сегодняшнюю цифровую эпоху технологии играют жизненно важную роль в росте и эффективности бизнеса. Поэтому наличие команды…
Квартиры в новостройке Владивостока
Квартиры в новостройке Владивостока Владивосток, расположенный на тихоокеанском побережье России, — быстрорастущий город с бурно развивающимся рынком недвижимости. Одной из последних тенденций во Владивостоке является строительство новых многоквартирных домов, предлагающих…
Как использовать индикаторы для эффективной торговли на Форекс
Мир финансовых инвестиций неуклонно привлекает все больше интереса со стороны тех, кто готов рисковать ради достижения своих финансовых целей. Вечный поиск «священного грааля» в мире трейдинга, который покажет нам путь…
Новая статья — «Интересный вариант — коврик из дерева для сиденья».
Деревянные коврики на сидение — это великолепное решение для тех, кто хочет добавить в свой интерьер нотку экзотики и оригинальности. Такие коврики выполнены из натурального дерева и являются не только…